
- Metóda 1: použite hliníkovú elektródu Zeller 480
- Metóda 2: Použitie spájky HTS-2000 alebo Castolin 192
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Zváranie hliníka najvyššej kvality je zváranie argónom. Táto metóda si však vyžaduje drahé vybavenie a vysokú kvalifikáciu zvárača, čo často nezodpovedá vždy realite. Okrem toho je zariadenie na tento spôsob zvárania dosť objemné a na niektorých miestach je jeho použitie všeobecne zakázané. V tomto článku budeme hovoriť o alternatívnych a lacných metódach zvárania hliníka bez použitia argónu.
Metóda 1: použite hliníkovú elektródu Zeller 480
Opravná elektróda Zeller 480 s 12% obsahom kremíka je určená na zváranie širokej škály hliníkových zliatin vrátane silúnu a duralu. Táto metóda umožňuje spoľahlivo zvárať hliník bez použitia drahých zariadení s argónovým oblúkom.
Výhody a aplikácie
- Kvalita zváraného spoja vyrobeného pomocou elektródy Zeller 480 nie je pri zváraní nižšia ako zváranie argónom;
- Vysokovýkonný povrch;
- Hustý kov bez pórov;
- Vďaka mäkkému, rovnomernému oblúku je šev hladký a hladký;
- Zeller 480 je jediná hliníková elektróda dostupná vo veľkosti „nízkej teploty“ 2 mm;
- Elektróda je vybavená špeciálnym ochranným povlakom, ktorý má vysokú odolnosť proti vlhkosti, čo významne predlžuje životnosť elektródy;
- Zváranie sa uskutočňuje bez tavidla, pretože všetky potrebné prvky na odstraňovanie oxidového filmu sú v ochrannom povlaku elektródy;
- Používa sa na zváranie hliníkových plechov, profilov, prípojníc, nádrží, hliníkových odliatkov, odstraňovanie vád odliatkov, kľukových skriniek, karosérií automobilov atď.
Dôležité! Pretože povlak hliníkových elektród obsahuje hygroskopické soli, po ukončení zvárania by sa mal obal hermeticky uzavrieť a uložiť na suché a teplé miesto.
Návod na použitie
Krok 1. Pred začatím zvárania sa uistite, že pripravená vzorka kovu je suchá, pretože hliník je hygroskopický (absorbuje vlhkosť). Pomocou nerezovej kefy očistite škáry na kovovom lesku a odstráňte všetky zvyšky nečistôt v oblasti okolo spoja.

Krok 2. Ak je to potrebné, vysušte elektródy 1-1, 5 hodiny pri teplote 100 ° C.
Krok 3. Vzorku hliníka zahrejeme pomocou horáka na teplotu 150 - 200 ° C.
Dôležité! Zváranie sa nesmie vykonávať bez zahrievania!
Krok 4. Zváranie sa uskutočňuje jednosmerným prúdom s obrátenou polaritou. Naj zvislejšia poloha elektródy pri zachovaní krátkeho oblúka. Elektróda by sa mala privádzať do tavnej zóny rýchlo, čo najviac vpred a udržiavať veľmi krátky oblúk.

Krok 5. Zvarte jednu vrstvu naraz.
Buďte opatrní! Rýchlosť zvárania je rovnaká ako pri poloautomatickom zváraní.
Pevnosť v ťahu zvaru je 200 Newtonov na milimeter štvorcový, čo je blízko pevnosti v ťahu základného kovu. Túto metódu zvárania je preto možné použiť na kritických štruktúrach.
Metóda 2: Použitie spájky HTS-2000 alebo Castolin 192
Spájka HTS-2000 alebo Castolin 192 je zliatina vo forme zinkovej trubice naplnená práškom tuhého taviva v strede, čím sa stáva zváranie rýchle a ľahko dostupné. Spájka je vyrobená pomocou špičkových technológií a je špeciálne navrhnutá na vykonávanie prác na reštaurovaní častí z hliníka. Zváranie zároveň nezahŕňa použitie vysokovýkonných technológií.

Na opravu hliníkových častí je potrebné iba samotná spájka a horák na zváranie.
Výhody a aplikácie
- Jednoduché použitie a nevyžaduje vysoké kvalifikácie;
- Vysoká rýchlosť spájkovania;
- Teplota topenia je nižšia ako teplota topenia hliníka;
- 100% kovová zlúčenina ako pri zváraní;
- Nevyhnutné v „poľných“ podmienkach;
- Spájka nie je horšia ako pevnosť pri zváraní;
- Nie je predmetom korózie a nemá žiadny dátum exspirácie;
- Na prácu je vhodný akýkoľvek zdroj tepla;
- Používa sa pri oprave akýchkoľvek hliníkových výrobkov: radiátorov, motorov, rámov bicyklov, profilov, karosérií, potrubí, armatúr, palivových nádrží, kľukových skriniek atď.
Návod na použitie
Krok 1. DÔLEŽITÉ! Pred začatím práce je potrebné vyčistiť opracovaný povrch hliníka odstránením filmu oxidu. Zvyčajne sa používa pilník alebo kefa z nehrdzavejúcej ocele.
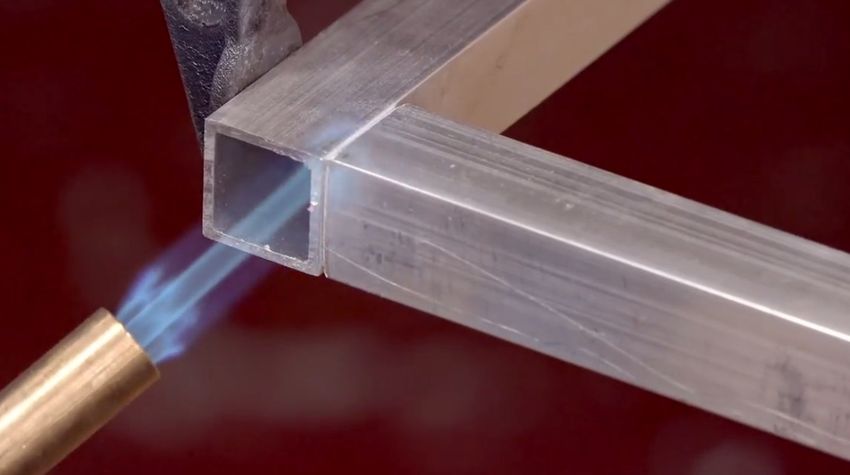
Krok 2. Pracovný povrch vzorky hliníka (nie spájkovacej tyče) zahrievame na teplotu 200 ° C.
Tip: Pre lepšiu penetráciu spájky môžete povrch opäť vyčistiť, pretože pri zahrievaní hliníka zváraním sa na povrchu objaví oxidový film.
Zahrievanie otvorí štrukturálne póry pracovnej plochy pre lepšie prenikanie zliatiny hlboko do kovu.
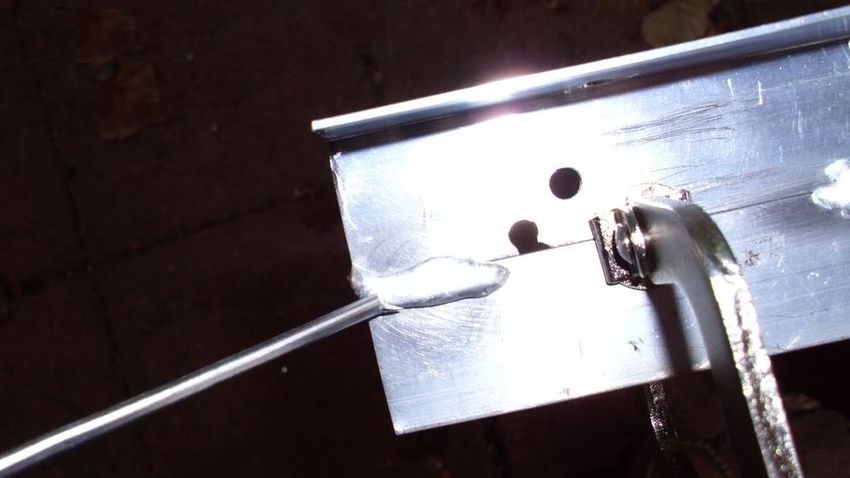
Krok 3. Po dosiahnutí vhodnej teploty počas zvárania je potrebné rovnomerne a čo najlepšie zabaliť pracovnú plochu: pretočením tyče cez otvor, vytiahnutím spájky od okrajov, napríklad mydlovou penou.

Spájka má dostatočné povrchové napätie, čo umožňuje pohodlné utesnenie otvorov až do 1 cm bez použitia ďalších náplastí.
Tip: Aby sa zabránilo opätovnému výskytu filmu oxidu pod spájkovou vrstvou, je potrebné, zatiaľ čo sa horák udržiava v tekutom stave, znova prejsť kefou (oceľovou tyčou) cez povrch. V tomto okamihu spájka preniká do pórov kovu.
Krok 4. Ak potrebujete na začiatku pripojiť niekoľko častí, jednotlivo pocínujte oba povrchy, potom pri spájaní a zahrievaní obidvoch prvkov ich trite brúsnymi pohybmi.
Krok 5. Po zváraní nechajte hliník vychladnúť prirodzene, bez použitia vzduchu alebo vody na urýchlenie ochladzovania.
Je dôležité si uvedomiť, že čím je materiál hrubší a masívnejší, tým dlhšie bude pri zváraní hliníka dosiahnuť požadovanú teplotu.

Všeobecné odporúčania na dosiahnutie najlepších výsledkov pri práci so spájkou
- Tesne pred nanesením spájky očistite pracovnú plochu.
- Spájku netavte do plameňa horáka, pretože to neumožňuje spojenie s kovom. Spájka by sa mala roztaviť na povrchu dielu!
- V tekutom stave je spájka dostatočne tekutá, takže je dobré povrch pocínovať, aby sa vylúčili praskliny, najmä v mieste spájkovania.
- Tiež sa uistite, že tvarovacie prvky priliehajú tesne k sebe.
- Pri nanášaní spájky počkajte, kým nasiakne. Inak nedôjde k dostatočnej priľnavosti kovov a v dôsledku toho sa nedosiahne požadovaná pevnosť produktu.