
- Bezpečnostné opatrenia
- Druhy elektrického zvárania
- Zváracia technika
- Naučí sa variť s elektrickým zváraním
- Varte správne
Pomôžte rozvoju stránky a zdieľajte článok s priateľmi!
Dobrý zovšeobecňujúci materiál môže ušetriť začínajúceho zvárača veľa času, pomôcť urobiť bez špeciálnych kurzov. Nie je ťažké naučiť sa, ako správne variť zváraním, bude to vyžadovať znalosti teórie a určité množstvo praxe.
Bez znalosti teórie nie je možné zvládnuť zváranie, pretože:
- Kvalitný šev nebude fungovať.
- Môže dôjsť k zraneniu alebo zraneniu inými ľuďmi.
- Môžete deaktivovať vybavenie.
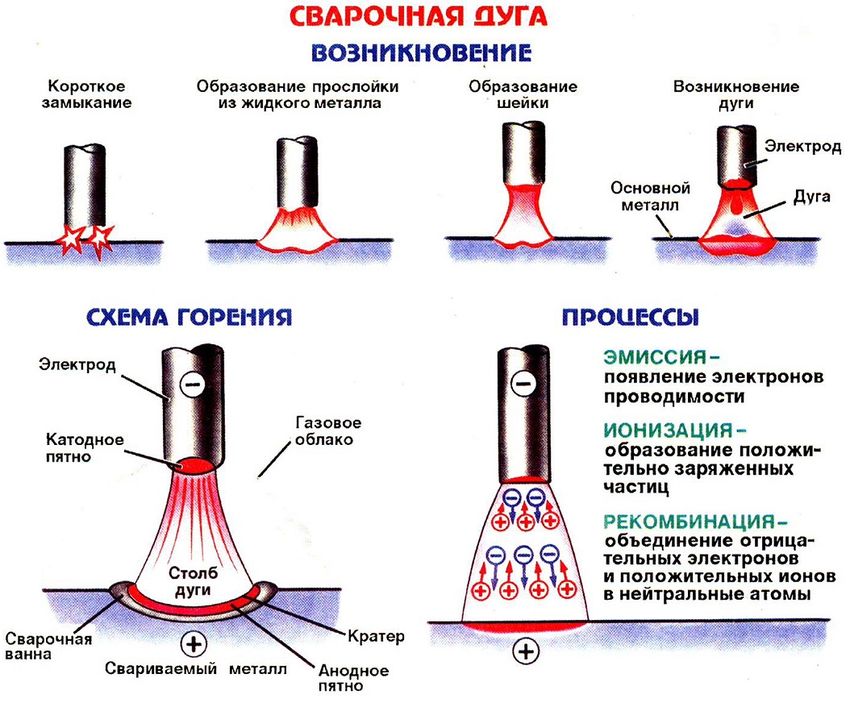
Elektrické zváranie - spojenie kovových častí fúziou s elektrickým oblúkom. Elektrický prúd prechádzajúci medzerou medzi elektródou a kovom spôsobuje obrovskú teplotu, roztavuje hrany, prenáša kov z elektródy do spoja. Ukazuje sa, že dva kovové povrchy sú spojené v jednom kuse.
Bezpečnostné opatrenia
Elektrické zváranie je populárne. Malé zariadenie je schopné hermeticky spájať časti v akýchkoľvek priestorových polohách, zváranie je rýchle a kontrolovateľné. Pri práci nezabudnite na zdravotné riziká:
- Poranenie očí. Zvárací oblúk vyžaruje svetelnú energiu, ktorá môže spáliť rohovku oka, ktorá je vytlačená na sietnici. Pocit piesku pod viečkami, je ťažké blikať, opuch - tieto príznaky zmiznú na dlhú dobu. Maska so špeciálnym sklom pomôže chrániť vaše oči: pred zapálením oblúka varujte ostatných výkričníkom: „Oči!“
- Úraz elektrickým prúdom. Elektrický oblúk - prechod elektrického prúdu cez medzeru medzi elektródou a kovom. Čím väčší je prúd, tým jasnejší je oblúk. Ale ak tento prúd prechádza ľudským telom, zomrie. Aby ste zabránili úrazu elektrickým prúdom, musíte:
- Zaistite integritu plášťa kábla, izoláciu držiaka.
- Používajte kvalitné izolované držiaky, nedržte holé ruky za holé ruky.
- Pri nepretržitej práci používajte špeciálne topánky s gumenou podrážkou.
- Pálenie kože. Ultrafialový oblúk a poletujúci vzduch vo všetkých smeroch poškodzujú pokožku. Aby ste predišli problémom, používajte ochranné rukavice - gamaše. Oplatí sa obliecť iba do bavlny alebo špeciálne namočeného odevu - zváracieho plášťa, riflia. Na ochranu rúk sa používajú bavlnené rukavice alebo zváracie gamaše. Pri zváraní holá pokožka by nemala byť.
- Otrava plynom. Všetky práce sa musia vykonávať na vetranom mieste, pod digestorom alebo na čerstvom vzduchu. Užitočné bude použitie filtračných masiek alebo respirátorov.
Druhy elektrického zvárania
Existuje niekoľko hlavných oblastí:
- MMA. Zváranie elektród v ochrannom povlaku. Univerzálna technológia, ktorá vám umožní získať vynikajúci šev v akejkoľvek priestorovej polohe. Používajú sa jednoduché zariadenia na prevod striedavého prúdu na jednosmerný prúd, transformátor alebo invertor. Prúdová sila závisí od hrúbky legovaného kovu a použitej elektródy v rozsahu od 30 do 200 ampérov. Elektróda je kovová tyč potiahnutá povlakom. Počas zvárania sa povlak roztaví a chráni taveninu pred vzduchom.
- MIG. Zváranie chráneným plynom. Ako elektróda sa používa drôt privádzaný do zvarovej nádrže konštantnou rýchlosťou. Oxid uhličitý alebo zmes plynov sa privádza do zvarenej zóny hadicou. Vytláčajú kyslík a chránia zvar. Výhodou tohto typu zvárania je neprítomnosť trosky, vysoká kvalita spoja, schopnosť zvárať tenký kov.
- WIG. Zváranie neželezných kovov v prostredí s ochranným plynom s použitím nespotrebiteľnej elektródy. Široko sa používa na spájanie neželezných kovov a zliatin.
V automobilovom priemysle alebo stavbe lodí sa používa niekoľko druhov rôznych technológií. Vyžadujú si špeciálnu kvalifikáciu zvárača. Zručnosti tavenia alebo manuálneho podávania drôtu do zvarového bazéna sú špecifické a dostupné pre zváračov najvyšších radov.
Zváracia technika
Zváračské práce - spájanie kovových častí s roztavenými hranami a pridávanie výplňového kovu. Výsledkom je vytvorenie zvaru, okraje sú pevne spojené.
Znaky kvalitného švu:
- Penetrácia. Zvarový kov musí preniknúť po celej hrúbke. Počas zvárania sa okraje rovnomerne roztopia, ak sa roztaví jedna strana, valec sa ukáže byť nerovný.
- Jednotnosť. Spoj by mal pozostávať z pevného kovu bez toho, aby obsahoval trosku alebo škrupinu. Preskakovanie a neplavenie nie sú povolené.
- Sila. Po ochladení švu sa môžu tvoriť mikrotrhliny.
- Nedostatok zárezov. Príliš silný oblúk „oreže“ okraje častí a oslabí ich.
- Konvexný rovnomerný tvar. Manželstvo sa považuje za príliš hrubý alebo konkávny valec. To indikuje nesprávne zvolenú aktuálnu silu.
Šev by mal byť rovnomerný, bez zbytočných „stupníc“, prítokov, ohybov. Šírka spoja sa určuje z hrúbky zváraných častí. Príliš úzka bude krehká, široká - produkt oslabí.
Pred pripojením častí, ktoré potrebujete:
- Určite typ spojenia - tupé, lomové, rohové, T-spoje.
- Určite priestorovú polohu - vertikálnu, horizontálnu, stropnú.
- Odhadnite hrúbku zváraných častí.
- Vyberte elektródu. Hrúbka závisí od hĺbky švu.
- Určite aktuálnu silu. Balíčky poskytujú približné odporúčané tabuľky, ale mali by ste sa zamerať na osobné pocity. Je lepšie zvoliť maximálnu prúdovú silu, ale kov nespaľujte. Prúdová pevnosť na stropných spojoch je nižšia ako na vodorovných spojoch.
- Podrobnosti pripravujeme - skosíme na hrubé, nastavíme medzeru pomocou špendlíkov. Časti čistíme od hrdze a farby.
Naučí sa variť s elektrickým zváraním
Po príprave dielov na zváranie, nasadení približne amperáže a nasadení ochranného odevu sa môžete pripraviť na zváranie priamo.
Pripojili sme zariadenie.
- Vodiče spájame so zváracím strojom. Zvyčajne používajú „spätné“ pripojenie - mínus (hmotnosť) sa pripája k zváranej ploche a navyše k držiaku. Priame pripojenie sa používa na odporúčanie výrobcov elektród.
- Kontrola priľnavosti. Môže byť vyrobený doma alebo v továrni. Hlavnými požiadavkami sú pevnosť upevnenia elektród, schopnosť rýchlej výmeny, neprítomnosť častí pod napätím, tepelná izolácia rukoväte. Zlý kontakt medzi držiakom a káblom spôsobuje zvýšený odpor a zahrievanie, pálenie izolácie.
- Spájame omšu. Najjednoduchším spôsobom je privariť ho k kovu, ale je lepšie použiť zvieracie kliešte alebo magnetickú hmotu.
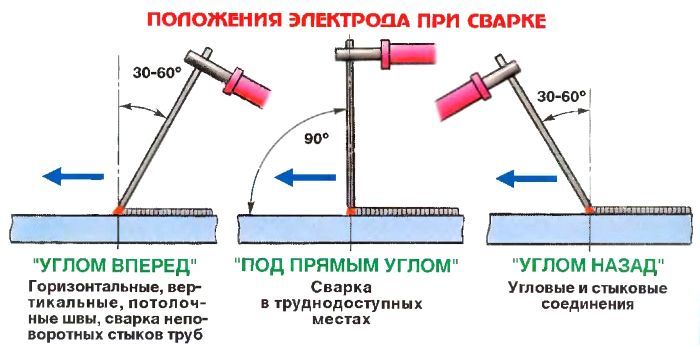
- V závislosti od priestorovej polohy je dôležité zvoliť uhol elektródy k držiaku. Elektróda by mala byť obvykle nasmerovaná k zvarenej časti pod uhlom 45 stupňov. Hĺbka prieniku a výška zvarového lemu sú závislé od sklonu elektródy.
Vyberte elektródy
Existuje technológia nezávislej výroby: drôt je ponorený do tekutého skla a drví sa v piesku s prídavkom prísad - borax, sóda, soli. V súčasnosti sú na predaj rôzne typy elektród.
Elektródy sú rozdelené:
- So základným náterom. Sú silne spálené, ale dávajú malú trosku. Ľahko sa ovládajú, kvalita švu je vysoká. Vyžadujú dobré zváračské školenie.
- Rutilné alebo kyslé. Dávajú viac trosky, vyžadujú zručnosti. Ľahko nastaviteľný oheň, šev lepšie chránený. Výhodou tohto povlaku je menšia tvorba plynov počas zvárania, čo je dobré pre zdravie. Pri štúdiu je lepšie použiť tento konkrétny typ.
Priemer je zvolený na základe hrúbky zváraných častí. Čím silnejší je šev, tým vyššia je intenzita prúdu, tým silnejšia je elektróda. Na zváranie kovov je optimálne použiť napríklad elektródu s priemerom 3 milimetre, s hrúbkou 2 - 4 mm.

Zapáliť oblúk
Začiatočníci začínajú s problémami. Existuje niekoľko spôsobov, ako správne zapáliť oblúk:
- Poškriabaniu. Jednoducho sa pohyb podobá osvetleniu zápasu. Oblúkový oblúk je držaný a prenášaný na začiatok zvaru. Mínusom metódy je prítok a striekanie kovu mimo oblúka.
- Kick. Na špičke elektródy sa vytvorí film trosky, oblúk sa nemôže vznietiť. Ak chcete zraziť trosku, musíte naraziť na povrch niekoľkokrát ľahko. Oblúková iskra oblúka sa drží a prenesie na začiatok švu. Týmto spôsobom sa elektróda často „lepí“ - je zváraná. Odtrhnutie je zbytočné, musíte ho „vylomiť“ kymácejými pohybmi.
Svetelný oblúk vytvára zvarový bazén. Na začiatku zvárania urobte malý kruhový pohyb - kúpeľ premiešajte.
Aby nedošlo k žiadnym stopám zapálenia oblúka na strane, používame nasledujúce životné hacky:
- Zasiahneme šev, zapálime oblúk a prevedieme ho na začiatok švu. Pohyby nepresahujú švík a stopy zapálenia oblúka sú zvárané.
- Používame štartovaciu dosku. Môžete zapáliť elektródu a začať zvárať na kusu kovu, ktorý je zakotvený na začiatku švu. Po štarte štartovacej doštičky alebo po jej odrezaní.

Vyberte si aktuálnu silu
Na získanie kontrolovaného zvaru je potrebné správne určiť aktuálnu silu. Závisí to od:
- Pomer priemeru elektródy k hrúbke zváraného kovu.
- Priestorová poloha.
- Zváracie rýchlosti.
Pred začatím práce sa školiaci šev uvarí. Správne zvolená sila prúdu je určená povahou kúpeľa.
| Nízky prúd | Vysoká intenzita prúdu |
|---|---|
| Ak oblúk nie je podopretý, zhasne, kúpeľ sa ukáže ako úzky | Tekutá nekontrolovaná vaňa, unikajúci kov, rozstrekovaný okolo švu, popáleniny |
Skúsení zvárači nastavujú maximálne hodnoty - to pomáha rýchlejšie variť.
Vodorovné škáry sú zvárané pri vysokej prúdovej intenzite, pri zvislých spojoch klesá intenzita prúdu o 10 - 15%, stropné škáry vyžadujú zníženie o 20 - 30% v porovnaní s vodorovnou rovinou.
Držte elektródu správne
Dĺžka oblúka, dráha pohybu, rýchlosť zvárania a uhol elektródy majú veľký vplyv na kvalitu spoja.
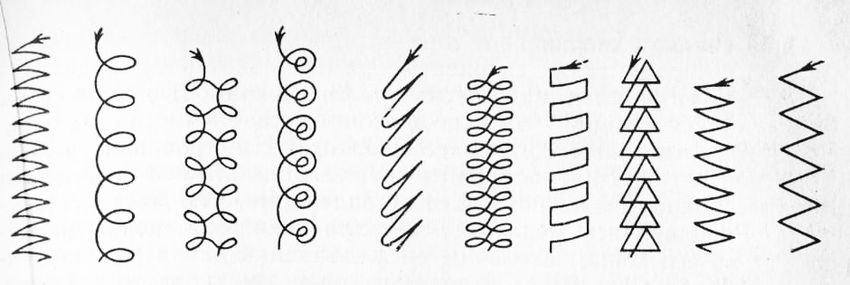
Pohyby elektród
- Vratný pohyb pozdĺž švu. Dajte úzky šev s dobrým otepľovaním. Môže sa použiť pri spájaní tenkých častí s malou medzerou.
- Priečne vibračné. Každý zvárač má svoje vlastné „firemné“ preferencie a zvyky - niekto vedie polmesiac, niekto „osem“, viaczávitové kmitanie tvaru Z. Používa sa, ak potrebujete získať široký spoj, s veľkou medzerou alebo zvárať sražení. Pravidlo je - čím je časť hrubšia, tým dlhšie trvá, kým sa vydrží pri okrajoch, aby sa dobre zohriala.
Dĺžka oblúka
Častou chybou začínajúcich zváračov nie je dodržanie dĺžky oblúka. „Krátky“ oblúk kov nezahrieva, šev môže byť pórovitý a nerovný. „Dlhý oblúk“ prehrieva kov, ale rozprašuje kov na povrch. Kĺb nebude fungovať, bude točivý, nekontrolovateľný, s impregnáciou trosky a postriekaním okolo spoja. Je optimálne udržiavať dĺžku oblúka 2 - 3 mm.
Zváracia rýchlosť
Ak varíte príliš pomaly, hrozí nebezpečenstvo prehriatia kovu, popálenia. Šev bude polkruhový, konvexný.
Rýchly pohyb elektródy povedie k nedostatočnej penetrácii, prerušovanému švu. Šev bude úzky, s inklúziou trosky a škrupín.
Poloha elektródy
Klasickým odporúčaním pre začínajúcich zváračov je držať elektródu v celom šve v rovnakom uhle.
Ak bude držaný kolmo, dôjde k nadmernému zahriatiu súčiastky, čo môže viesť k vyhoreniu.
Malý uhol sklonu povedie k tvorbe škrupín, zatiaľ čo ovládanie švu je ťažšie.
Najlepšie sa udržiava v uhle 45 stupňov.
Elektróda by nemala „tlačiť“ šev, ale „ťahať“. To zaisťuje optimálne zahrievanie, rovnomernosť švu, kontrolovateľnosť zvaru.
Varte správne
Zváranie kovov má veľa vlastností a problémov. Hlavnou vecou pri udržiavaní spoja nie je horenie kovu pri tavení hrán.
Tenký kov, koreň švu častí so štrbinou, môže byť zvarený metódou „separácie“. Oblúk je zapálený, vytvára sa zvarový bazén. Elektróda prudko stúpa, oblúk zhasne, kúpeľ sa začne ochladzovať a oblúk na konci sa znova zapáli.
Zváranie hrubého kovu, zváranie tela švu sa vykonáva bez oddeľovania. Oblúk je zapálený, zvárací bazén je postupne vedený pozdĺž švu. Ak je to potrebné, vykonávajú sa kmitavé pohyby.
Ak je elektróda skončená, trošku vyčistíme. Na konci kúpeľa sa vytvorí dutina - kráter. Do kráteru predošlého sa vloží nový oblúk a pokračuje zváranie.

Chybný šev
Po zváraní musí byť šev očistený od trosky. Ak je zváranie dobre vykonané, troska sa ľahko oddelí jedným ťahom. Zlý šev sa čistí po dlhú dobu, troska sa dobre drží na póroch.
Na aké chyby by ste sa mali zamerať:
- Hranová fúzia. Obidve hrany by mali byť rovnomerne spojené.
- Zápichy. Okraje častí sa topia pri vysokej intenzite prúdu, čo má za následok depresie. To oslabuje kov.
- Škrupiny a trosky.
- Výška a šírka valca.
- Stupnica valca.
záver
Aby ste sa naučili dobre zvárať kov, musíte poznať teóriu a prax veľa. Je dobré, ak existuje osoba, ktorá dokáže upozorniť začínajúceho zvárača na nedostatky a spôsoby ich odstránenia. Takto sa vytvoria správne návyky zváračky a švy budú vždy hladké a kvalitné. Dôležitým faktorom je postoj zvárača k jeho práci, túžba po lepšom šve, túžba obdivovať „malé slnko“ na špičke elektródy.